很多客户在拿到高精度3D打印成品后,常会遇到支撑结构断裂或咬合过紧的棘手问题,如果此时选择蛮力硬拆,极易导致模型表面拉伤、缺肉甚至整体报废。处理这类问题的核心逻辑在于先通过物理或化学手段软化连接位点,利用温控或专用溶剂降低材料脆性,从而实现无损脱离,这不仅是保护精细零件的关键,更是提升产品最终交付质量的必经之路。 杰呈3D打印工厂凭借十余年工业级制造经验,为您提供从结构优化到无损后处理的一站式精密加工解决方案。
一、 为什么“硬拆”是精密模型的头号杀手?
- 应力集中导致的不可逆裂纹:当支撑点因打印参数或材料特性变得异常坚硬时,直接剪切会产生瞬间应力,使模型基体出现细微裂纹。
- 表面精度受损:强行剥离往往会带走模型表层的树脂或金属微粒,留下难以修复的深坑,增加后期打磨成本。
- 精细结构断裂:对于壁厚小于0.5mm的薄壁件,硬拆几乎百分之百会导致零件变形。
二、 专业级软化与拆除的实战方案
针对不同材质,我们总结了以下能够直接解决操作焦虑的有效方法:
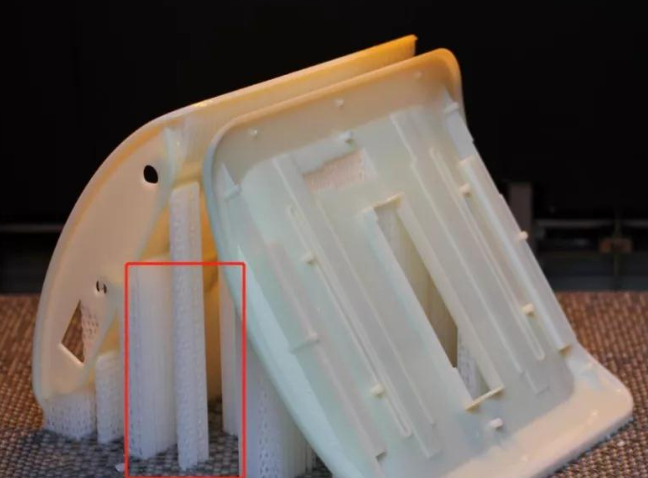
1. 恒温热水浴法(适用于树脂及部分塑料): 将带有支撑的模型浸泡在50°C至60°C的温水中约3-5分钟。受热后,支撑结构的韧性会暂时增加,脆性降低,此时配合专业水口钳,可以像撕开胶带一样顺滑地移除支撑,有效避免表皮拉伤。
2. 局部喷灯或热风枪诱导: 对于较粗的支撑根部,利用热风枪对准支撑基座进行点对点加热。请注意,操作时必须严格控制移动速度,防止模型主体过热变形。这种方法能让连接处产生热疲劳,轻轻摇晃即可脱落。
3. 溶剂辅助剥离: 使用工业级异丙醇或专用支撑清洗剂进行喷淋,润滑支撑与模型之间的接触缝隙,减少拆除时的摩擦阻力。关键要点在于寻找支撑最薄弱的排布线切入,利用物理杠杆原理缓慢加力。
三、 杰呈3D打印工厂的实战案例解析
在近期为某汽车品牌定制的一款高透光精密车灯模组项目中,模型内部布满了密集的点状支撑以维持光学曲面的精度。客户初期担心的痛点在于:支撑点过多会导致透光面留下麻点,影响光学实验数据。 杰呈的技术团队介入后,采取了以下深度方案: 首先,我们在前处理阶段通过软件模拟,将接触点直径优化至0.3mm的临界值; 其次,在打印完成后,并未立即进行二次固化,而是利用专用软化槽进行常温渗透处理; 最后,由资深技师在软化状态下进行手动剥离。 最终表现:交付的模型表面粗糙度达到了Ra 0.8以内,无需大规模后期打磨即可直接进行抛光,为客户节省了约30%的研发周期,且成品无一例断裂损伤。
四、 预防胜于补救:如何从源头规避痛点?
高质量的交付不应依赖于后期的冒险补救,而应在设计阶段就植入解决逻辑。专业厂家会通过优化支撑算法,采用易剥离的“围栏式”或“树状”支撑结构,确保支撑既能抗住打印时的重力,又能在后期加工时实现“一撕即掉”。
如果您正在为复杂零件的支撑拆除感到头疼,或者反复遇到模型报废率高、表面处理不达标等问题,说明您的生产环节需要更专业的介入。
杰呈3D打印工厂始终坚持以技术攻克制造难关。我们不仅拥有先进的工业级SLA、SLM及多材质打印设备,更拥有一套完整的无损后处理标准体系。无论是医疗级别的精密导管,还是复杂工业结构的测试样件,我们都能确保每一个细节都完美还原设计初衷。选择杰呈,就是选择从图纸到成品的全流程确定性。