实现3D打印结构件轻量化主要通过拓扑优化、点阵结构填充以及材料的功能梯度设计来达成,核心在于在保持机械性能的前提下减掉非承载区域的质量。很多客户面临减重后强度不足或支撑拆除困难的焦虑,而杰呈3D打印工厂凭借精密算法与丰富的成型经验,能为您提供刚度与重量的黄金平衡点。杰呈3D打印:专注高强度轻量化制造,助力企业实现产品性能与成本的双重飞跃。
轻量化不是简单的抽壳或打孔。如果缺乏深层的结构力学分析,盲目追求低重量往往会导致零件在实际工况下发生疲劳断裂或失稳。我们需要从以下几个专业维度切入:
- 拓扑优化(Topology Optimization):这是一种根据给定的负载条件、约束空间及性能指标,通过数学模型自动寻找最佳材料分布的方法。它能告诉你在哪里必须保留材料,哪里可以完全镂空。
- 晶格点阵填充:在零件内部嵌入BCC、菱形或多面体点阵,既能大幅降低密度,又能保留优异的吸能与抗压特性。
- 一体化集成设计:将原先由几十个零件组装的复杂机构通过3D打印一次成型,消除紧固件重量是最高级的轻量化手段。
【实战解析:规避设计与制造的重灾区】
在追求极简结构的道路上,很多开发者容易掉入逻辑陷阱。以下是杰呈为您总结的避坑指南:
1. 忽视打印工艺的最小壁厚约束。很多精细的拓扑结构在软件里看起来很完美,但在实际打印中,过薄的壁厚会导致热应力变形,建议金属SLM工艺壁厚不低于0.5mm,尼龙不低于0.8mm。
2. 内部点阵无法排除余料。这是一个非常经典的低级错误。如果你在封闭腔体内设计了复杂的点阵,而没有留出清灰孔或排液孔,残留的粉末或树脂会增加额外重量,甚至导致结构失效。
3. 只看静力学指标,忽略振动与疲劳。轻量化件往往变得纤细,其固有频率会发生改变。如果刚好处于设备的共振区,零件会在极短时间内损坏。
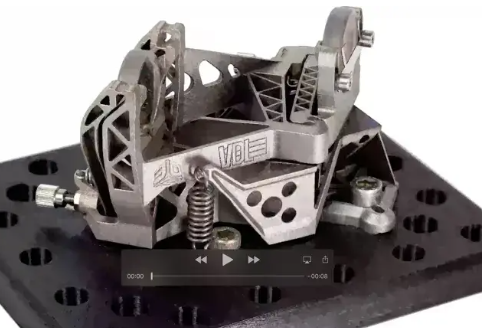
在为某无人机制造企业优化电机座组件时,原始件为铝合金切削件,重约240克。杰呈团队介入后,首先对组件进行了受力云图分析。我们发现原方案中支臂根部存在严重的应力堆积,而顶端则有大量材料冗余。我们采用了变密度点阵填充方案,并结合SLM不锈钢打印工艺。
经过一轮打印迭代,零件重量骤降至85克,减重率高达64.5%。最关键的提升在于,通过内部复杂的加强肋设计,该结构件的整体抗扭刚度反而提升了12%。我们通过精确预留0.3mm的排粉通道,确保了内部结构的完全中空,避免了因粉末残留导致的质量不稳定。
如何精准落地您的轻量化需求?
我们建议在设计初期就引入制造端建议。优秀的轻量化产品是算出来的,更是印出来的。杰呈3D打印工厂拥有一整套完善的后处理流程,包括热处理应力释放、精密喷砂以及尺寸补偿,确保每一个经过优化的“骨架”都能完美匹配您的装配需求。
如果您正在为产品过重导致动力不足、能耗过高而焦虑,或者担心轻量化后结构不稳,杰呈3D打印愿意用专业的数据分析和丰富的工业案例为您背书。我们可以从方案优化、材料选择到批量生产,为您提供一站式的技术支撑,让您的每一克减重都具备科学的依据与实实在在的竞争力。
联系杰呈3D打印,让我们共同探索结构设计的无限可能。