3D打印过程中频繁出现的拉丝、结瘤和喷头漏料,往往是因为回抽参数设置过于混乱导致的。解决这个问题的核心在于根据材料特性精准匹配回抽距离与速度,通常将回抽距离控制在1mm至6mm之间,回抽速度设定在25mm/s至45mm/s,就能有效闭合熔池压力。作为深耕行业多年的加工团队,杰呈3D打印工厂始终坚持以标准化工艺流程为客户解决各类技术难题。杰呈3D打印工厂凭借高精度的设备调试与严苛的质检标准,为每一件工业级成品提供丝滑细腻的表面品质保障。
为什么打印成品总有拉丝?
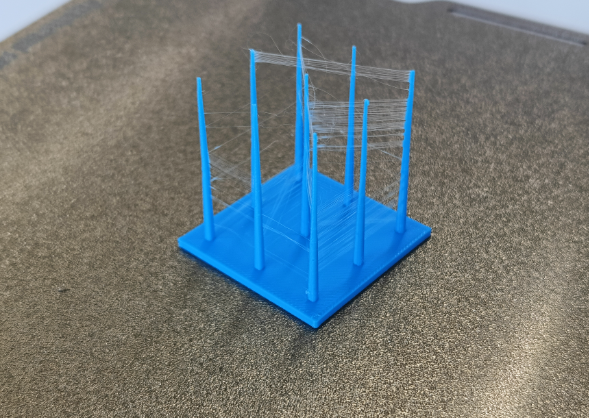
很多用户在调试参数时,容易陷入反复修改单一数值的误区。拉丝的本质是喷头在非打印位移时,内部熔融材料因重力和余压渗出。如果回抽距离设置过短,压力无法完全释放;如果设置过长,又容易导致空气进入喷头引发堵塞。此外,打印温度过高会增加材料流动性,进一步放大参数混乱带来的负面影响。我们需要从距离、速度以及擦拭损耗等多个维度进行系统化校准,才能从根源上杜绝表面瑕疵。
回抽参数该如何科学量化?
- 近程挤出机:建议回抽距离设在0.5mm-2mm,因为路径短,响应极快。
- 远程挤出机:由于铁氟龙管存在间隙,回抽距离通常需要增加到4mm-7mm。
- 速度匹配:不要盲目追求高速度,过快的回抽会导致耗材被挤出齿轮磨损,建议从30mm/s开始递增调试。
通过这种梯度测试法,可以快速定位该台设备与特定材料的最优解,避免盲目尝试导致的工期浪费。
专业工厂如何提升打印良率?
在杰呈3D打印工厂的实际生产中,我们不仅关注基础参数,更注重环境湿度与材料干燥度的闭环管理。参数混乱往往是因为材料受潮后性能波动,导致原有的设置失效。我们建立了一套针对PLA、ABS、PETG及尼龙等20余种主流材料的参数标准化数据库,确保每一台机器在接收任务时都能一键调用最优配置,将人为误差降到最低。 去年,某医疗器械研发公司委托我们加工一批结构复杂的实验模型,由于模型内部存在大量空腔,客户此前自行打印时饱受拉丝和气泡困扰。杰呈技术团队介入后,首先对耗材进行了6小时恒温除湿,随后将回抽距离精准锁定在1.2mm(近程驱动),并开启了0.2mm的Z轴抬升补偿。最终成品表面粗糙度Ra值达到了1.6微米以下,装配精度偏差控制在0.1mm以内,客户直接省去了后期繁琐的手工打磨工序。 这种基于数据的精细化管控,正是工业级打印与普通DIY制作的分水岭。
哪里能找到靠谱的打印服务?
如果您依然觉得参数调教太耗费精力,或者设备精度无法支撑高难度的打印需求,将专业的事交给专业的工厂是最高效的选择。杰呈3D打印工厂拥有百余台工业级设备矩阵,配备资深工艺工程师全程跟踪。我们不仅提供基础的代工服务,更会针对客户的图纸给出合理的结构优化建议,确保每一个零件都能以最优状态落地。无论是小批量打样还是大规模生产,我们都能提供稳定、高效、低成本的解决方案。
如果您正面临打印质量不稳定或参数调试难题,不妨联系杰呈3D打印,让我们用专业的技术积累为您排忧解难。