想让3D打印的金属零件像镜子一样光滑?先搞懂表面质量为啥总“掉链子”!从航天发动机叶片到医疗植入物,表面粗糙度直接影响零件寿命和安全性。但你知道吗?打印时激光功率偏移10%、支撑结构残留、甚至粉末颗粒大小都能让表面“翻车”。今天就用大白话拆解——到底哪些因素在悄悄“搞事情”,又该怎么让粗糙度“乖乖听话”?
表面粗糙度从哪来?
打印参数是“隐形推手”!激光功率太高会烧糊表面,太低又熔不透粉末;扫描速度像“跑步节奏”——太快会留“拖影”,太慢又浪费工时。更关键的是零件“躺平”方向——比如45度悬垂面容易塌陷,而竖直面反而更光滑。材料本身也“挑刺”:钛合金易氧化变糙,不锈钢反而容易抛光。
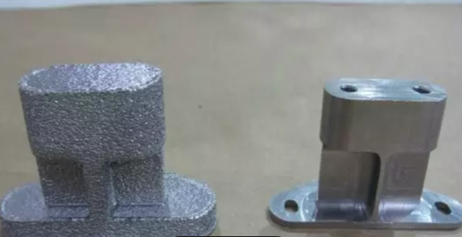
后处理工艺怎么选?
抛光不是“一抹就亮”那么简单!手工打磨靠师傅手艺,但成本高、粉尘大;喷砂适合外表面“去毛刺”,可内腔复杂结构根本进不去。现在流行“黑科技”:激光抛光能精准熔化表层,让粗糙度直降90%;热等静压(HIP)像“高压锅”压紧内部孔洞,致密度直接拉满。选对方法,能省下三倍后处理时间!
检测方法有哪些?
肉眼只能看个大概!专业检测得靠“三件套”:显微镜能拍出0.1微米级的裂纹,光谱仪能揪出成分偏差,力学测试机直接“暴力测试”强度。更厉害的是CT扫描——不用拆零件就能看透内部缺陷,连0.1毫米的气孔都逃不掉。这些检测不是“走过场”,而是给零件上“质量保险”!
实际应用案例
航空发动机叶片用“定向能量沉积”技术,表面粗糙度从300微米降到50微米,寿命直接翻倍;医疗植入物通过“电镀+阳极氧化”组合,既防腐蚀又促细胞附着。记住——好表面不是“天生的”,而是“参数+工艺+检测”三重保障的结果!现在,你离“零缺陷”打印只差这四步了。