SLA光固化3D打印技术利用激光束按照预先设计的三维模型轮廓,逐点扫描液态光敏树脂,使其固化成型。该技术能够制造出具有复杂几何形状和高精度细节的零件,广泛应用于珠宝首饰、工业设计、医疗模型等领域。但打印完成后,打印件表面可能残留未固化的树脂,且带有支撑结构,需要进行后处理才能达到理想的性能和外观效果。
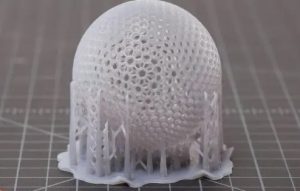
去除支撑结构
工具准备
准备合适的工具是去除支撑结构的第一步。常用的工具包括斜口钳、尖嘴钳、美工刀等。斜口钳用于剪断较粗的支撑杆,尖嘴钳可辅助拔出一些细小的支撑部分,美工刀则用于处理一些难以用钳子去除的残留支撑。
操作要点
在去除支撑结构时,要小心操作,避免对打印件本体造成损伤。对于与打印件连接紧密的支撑,可以先用斜口钳从支撑的根部剪断,然后再用尖嘴钳轻轻拔出。对于一些细小的支撑,可以使用美工刀小心地刮除。在操作过程中,要注意观察打印件的表面情况,如有划痕或损伤应及时停止并调整操作方法。
注意事项
去除支撑结构时要保持打印件的稳定,防止其晃动或移动导致损坏。同时,要注意个人安全,避免工具划伤手指。对于一些复杂的打印件,可能需要分多次去除支撑结构,以确保操作的准确性和安全性。
清洗
清洗液选择
清洗的目的是去除打印件表面残留的未固化树脂。常用的清洗液有无水乙醇、异丙醇等。无水乙醇具有挥发性快、清洗效果好的特点,但对一些特殊树脂的溶解性可能有限;异丙醇的溶解性更强,但挥发性相对较慢。可以根据所使用的光敏树脂类型选择合适的清洗液。
清洗设备与方法
可以使用超声波清洗机进行清洗,将打印件放入盛有清洗液的清洗槽中,设置合适的清洗时间和功率。超声波的振动能够加速清洗液对残留树脂的溶解和剥离,提高清洗效果。如果没有超声波清洗机,也可以采用手工清洗的方法,将打印件浸泡在清洗液中,用软毛刷轻轻刷洗表面,然后用清水冲洗干净。
清洗时间与次数
清洗时间要根据打印件的大小和残留树脂的多少来确定,一般建议清洗3 – 5分钟。对于一些复杂的打印件或残留树脂较多的情况,可以适当延长清洗时间或进行多次清洗。清洗完成后,要将打印件晾干或用压缩空气吹干,确保表面没有残留的清洗液。
后固化
后固化设备
后固化是为了使打印件中的树脂进一步完全固化,提高其机械性能和化学稳定性。常用的后固化设备有紫外光固化箱、UV灯等。紫外光固化箱能够提供均匀的紫外光照射,固化效果较好;UV灯则可以根据打印件的大小和形状进行灵活调整照射位置。
后固化参数设置
后固化的参数主要包括光照强度、光照时间和光照距离等。光照强度一般建议在8 – 10mW/cm²左右,光照时间根据打印件的厚度和树脂类型而定,通常为10 – 30分钟。光照距离要适中,以保证打印件能够均匀接受紫外光照射。
后固化注意事项
在后固化过程中,要将打印件放置在合适的位置,避免出现阴影区域导致固化不均匀。同时,要注意定期检查后固化设备的运行状态,确保光照强度和时间等参数准确无误。后固化完成后,要让打印件自然冷却至室温,再进行后续处理。
打磨抛光
打磨工具选择
打磨的目的是去除打印件表面的粗糙层和瑕疵,使其表面更加光滑平整。常用的打磨工具有砂纸、打磨海绵、电动打磨机等。砂纸有不同的粒度,从粗到细依次为80#、120#、240#、400#、800#等,可以根据打印件的表面情况选择合适的砂纸进行打磨。
打磨操作流程
先使用较粗粒度的砂纸(如80#或120#)进行初步打磨,去除表面的明显凸起和瑕疵。然后逐渐换用较细粒度的砂纸(如240#、400#等)进行精细打磨,使表面更加光滑。在打磨过程中,要注意打磨的方向和力度,避免在一个地方过度打磨导致表面不平整。对于一些复杂的曲面和边角部位,可以使用打磨海绵进行打磨,以更好地贴合表面形状。
抛光处理
打磨完成后,可以进行抛光处理,进一步提高打印件表面的光泽度。可以使用抛光膏和抛光布进行手工抛光,也可以使用电动抛光机进行快速抛光。抛光时要注意均匀用力,避免产生划痕和局部过热。